
فرآیند بدون سرب که به طور فزاینده بالغ می شود چه الزامات جدیدی را در کوره جریان مجدد ایجاد می کند؟
ما از جنبه های زیر تحلیل می کنیم:
l چگونه اختلاف دمای جانبی کمتری بدست آوریم
از آنجایی که پنجره فرآیند لحیم کاری بدون سرب کوچک است، کنترل اختلاف دمای جانبی بسیار مهم است.دما در لحیم کاری مجدد تحت تأثیر چهار عامل است:
(1) انتقال هوای گرم
اجاق های جریان اصلی بدون سرب فعلی، همگی 100٪ گرمایش کامل هوای گرم را دارند.در توسعه کوره های جریان مجدد، روش های گرمایش مادون قرمز نیز ظاهر شده است.با این حال، به دلیل گرمایش مادون قرمز، جذب و بازتاب مادون قرمز دستگاه های رنگی مختلف متفاوت است و اثر سایه به دلیل مسدود شدن دستگاه های اصلی مجاور ایجاد می شود.هر دوی این شرایط باعث اختلاف دما می شوند.لحیم کاری بدون سرب خطر پریدن به بیرون از پنجره فرآیند را دارد، بنابراین فناوری گرمایش مادون قرمز به تدریج در روش گرمایش کوره جریان مجدد حذف شده است.در لحیم کاری بدون سرب، باید بر اثر انتقال حرارت تاکید شود.به خصوص برای دستگاه اصلی با ظرفیت حرارتی زیاد، اگر انتقال حرارت کافی نتواند به دست آید، سرعت گرمایش آشکارا از دستگاه با ظرفیت گرمایی کم عقب می ماند و در نتیجه اختلاف دمای جانبی ایجاد می شود.بیایید نگاهی به دو حالت انتقال هوای گرم در شکل 2 و شکل 3 بیندازیم.
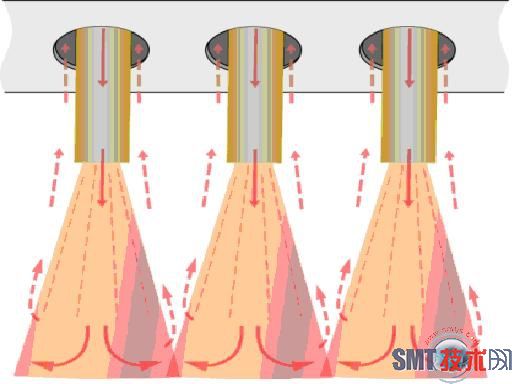
شکل 2 روش انتقال هوای گرم 1
شکل 2 روش انتقال هوای گرم 1
هوای گرم در شکل 2 از سوراخ های صفحه گرمایش خارج می شود و جریان هوای گرم جهت روشنی ندارد، که نسبتاً نامرتب است، بنابراین اثر انتقال حرارت خوب نیست.
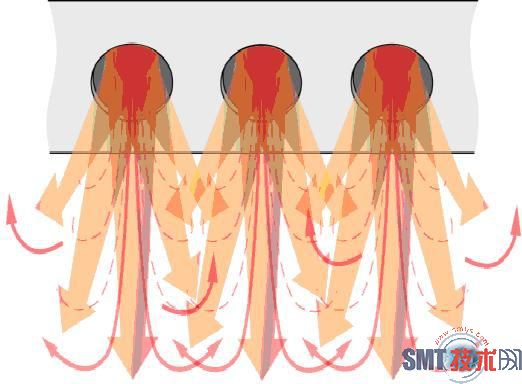
طراحی شکل 3 مجهز به نازل های چند نقطه ای جهت دار از هوای گرم است، بنابراین جریان هوای گرم متمرکز است و جهت گیری واضحی دارد.اثر انتقال حرارت چنین گرمایش هوای گرم حدود 15٪ افزایش می یابد و افزایش اثر انتقال حرارت نقش بیشتری در کاهش اختلاف دمای جانبی دستگاه های با ظرفیت گرمایی بزرگ و کوچک خواهد داشت.
طراحی شکل 3 همچنین می تواند تداخل باد جانبی بر روی جوش تخته مدار را کاهش دهد زیرا جریان هوای گرم جهت گیری واضحی دارد.به حداقل رساندن باد جانبی نه تنها می تواند از وزش قطعات کوچکی مانند 0201 روی برد مدار جلوگیری کند، بلکه تداخل متقابل بین مناطق مختلف دمایی را نیز کاهش می دهد.
(1) کنترل سرعت زنجیر
کنترل سرعت زنجیر بر اختلاف دمای جانبی برد مدار تأثیر می گذارد.به طور کلی، کاهش سرعت زنجیر زمان گرمایش بیشتری را برای دستگاههایی با ظرفیت گرمایی زیاد میدهد و در نتیجه اختلاف دمای جانبی را کاهش میدهد.اما پس از همه، تنظیم منحنی دمای کوره به نیازهای خمیر لحیم کاری بستگی دارد، بنابراین کاهش نامحدود سرعت زنجیره در تولید واقعی غیرواقعی است.
(2) سرعت باد و کنترل صدا
ما چنین آزمایشی را انجام دادهایم و شرایط دیگر فر را بدون تغییر نگه میداریم و فقط سرعت فن را 30 درصد کاهش میدهیم و دمای صفحه مدار حدود 10 درجه کاهش مییابد.مشاهده می شود که کنترل سرعت باد و حجم هوا برای کنترل دمای کوره مهم است.
زمان ارسال: اوت-11-2020