
برای تحقق کنترل سرعت باد و حجم هوا باید به دو نکته توجه کرد:
- سرعت فن باید با تبدیل فرکانس کنترل شود تا تأثیر نوسانات ولتاژ بر روی آن کاهش یابد.
- حجم هوای خروجی تجهیزات را به حداقل برسانید، زیرا بار مرکزی هوای خروجی اغلب ناپایدار است، که به راحتی بر جریان هوای گرم در کوره تأثیر می گذارد.
- پایداری تجهیزات
ما بلافاصله یک تنظیم منحنی دمای کوره بهینه را به دست آورده ایم، اما برای دستیابی به آن، پایداری، تکرارپذیری و ثبات تجهیزات برای تضمین آن مورد نیاز است.به خصوص برای تولید بدون سرب، اگر منحنی دمای کوره به دلایل تجهیزات کمی تغییر کند، به راحتی می توان از پنجره فرآیند خارج شد و باعث لحیم کاری سرد یا آسیب به دستگاه اصلی شد.بنابراین، تولید کنندگان بیشتر و بیشتری شروع به ارائه الزامات تست پایداری برای تجهیزات می کنند.
l استفاده از نیتروژن
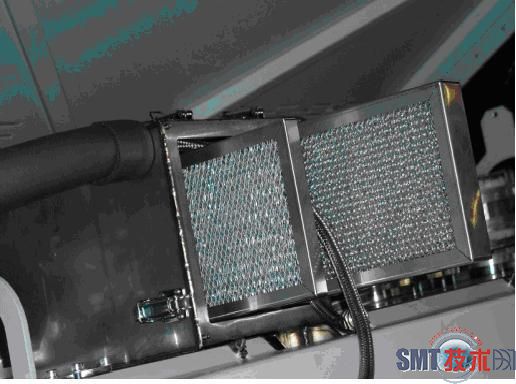
با ظهور عصر بدون سرب، اینکه آیا لحیم کاری مجدد با نیتروژن پر شده است یا خیر، به موضوع داغ بحث تبدیل شده است.به دلیل سیال بودن، لحیمکاری و مرطوبپذیری لحیمهای بدون سرب، آنها به خوبی لحیمهای سرب نیستند، به خصوص زمانی که لنتهای برد مدار فرآیند OSP را اتخاذ میکنند (فیلم محافظ آلی تخته مسی برهنه)، لنتها به راحتی اکسید میشوند. اغلب منجر به اتصالات لحیم می شود. زاویه خیس شدن بیش از حد بزرگ است و لنت در معرض مس است.به منظور بهبود کیفیت اتصالات لحیم کاری، گاهی اوقات نیاز به استفاده از نیتروژن در لحیم کاری مجدد داریم.نیتروژن یک گاز محافظ بی اثر است که می تواند از لنت های برد مدار در برابر اکسیداسیون در حین لحیم کاری محافظت کند و به طور قابل توجهی قابلیت لحیم کاری لحیم کاری های بدون سرب را بهبود بخشد (شکل 5).

شکل 5 جوشکاری سپر فلزی در محیط پر از نیتروژن
اگرچه بسیاری از تولیدکنندگان محصولات الکترونیکی به دلیل ملاحظات هزینه عملیاتی به طور موقت از نیتروژن استفاده نمی کنند، با بهبود مستمر الزامات کیفیت لحیم کاری بدون سرب، استفاده از نیتروژن بیشتر و بیشتر رایج خواهد شد.بنابراین، انتخاب بهتر این است که اگرچه در حال حاضر از نیتروژن لزوماً در تولید واقعی استفاده نمی شود، بهتر است تجهیزات را با رابط پرکننده نیتروژن رها کنید تا اطمینان حاصل شود که تجهیزات انعطاف پذیری لازم را برای برآورده کردن الزامات تولید پرکننده نیتروژن در آینده دارند.
l دستگاه خنک کننده موثر و سیستم مدیریت شار
دمای لحیم کاری تولید بدون سرب به طور قابل توجهی بالاتر از دمای سرب است که نیازهای بالاتری را برای عملکرد خنک کننده تجهیزات ایجاد می کند.علاوه بر این، سرعت خنکسازی سریعتر قابل کنترل میتواند ساختار اتصال لحیم بدون سرب را فشردهتر کند، که به بهبود استحکام مکانیکی اتصال لحیم کاری کمک میکند.به خصوص هنگامی که ما بردهای مدار با ظرفیت گرمایی زیاد مانند هواپیماهای پشتی ارتباطی تولید می کنیم، اگر فقط از خنک کننده هوا استفاده کنیم، برای برد مدارها سخت می شود که نیازهای خنک کننده 3-5 درجه در ثانیه را در طول خنک سازی برآورده کنند و شیب خنک کننده نمی تواند نیاز، ساختار اتصال لحیم کاری را شل می کند و به طور مستقیم بر قابلیت اطمینان اتصال لحیم کاری تأثیر می گذارد.بنابراین، تولید بدون سرب برای در نظر گرفتن استفاده از دستگاه های خنک کننده آب با گردش دوگانه توصیه می شود و شیب خنک کننده تجهیزات باید در حد نیاز و کاملاً قابل کنترل تنظیم شود.
خمیر لحیم بدون سرب اغلب حاوی شار زیادی است و بقایای شار به راحتی در داخل کوره جمع می شود که بر عملکرد انتقال حرارت تجهیزات تأثیر می گذارد و حتی گاهی اوقات روی صفحه مدار در کوره می افتد تا باعث آلودگی شود.دو راه برای تخلیه باقیمانده شار در طول فرآیند تولید وجود دارد.
(1) هوای خروجی
تخلیه هوا ساده ترین راه برای تخلیه پسماندهای شار است.با این حال، در مقاله قبلی ذکر کردیم که هوای خروجی بیش از حد بر پایداری جریان هوای گرم در حفره کوره تأثیر می گذارد.علاوه بر این، افزایش مقدار هوای خروجی مستقیماً منجر به افزایش مصرف انرژی (از جمله برق و نیتروژن) خواهد شد.
(2) سیستم مدیریت شار چند سطحی
سیستم مدیریت شار به طور کلی شامل یک دستگاه فیلتر و یک دستگاه متراکم است (شکل 6 و شکل 7).دستگاه فیلتر به طور موثر ذرات جامد موجود در باقیمانده شار را جدا و فیلتر می کند، در حالی که دستگاه خنک کننده باقیمانده شار گازی را به مایعی در مبدل حرارتی متراکم می کند و در نهایت آن را برای پردازش متمرکز در سینی جمع آوری می کند.
شکل 6 دستگاه فیلتر در سیستم مدیریت شار

شکل 7 دستگاه متراکم در سیستم مدیریت شار
زمان ارسال: اوت-12-2020