
برای درک چالش هایی که اجزای کوچک برای چاپ خمیر لحیم ایجاد می کنند، ابتدا باید نسبت مساحت چاپ شابلون (نسبت مساحت) را درک کنیم.
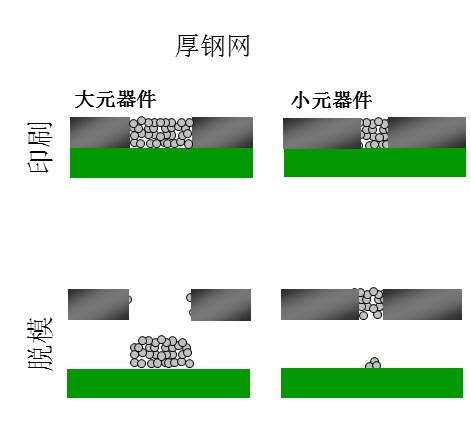
برای چاپ خمیر لحیم لحیمی لحیمی مینیاتوری، هرچه پد و دهانه شابلون کوچکتر باشد، جدا شدن خمیر لحیم از دیوار سوراخ شابلون دشوارتر است. برای مرجع:
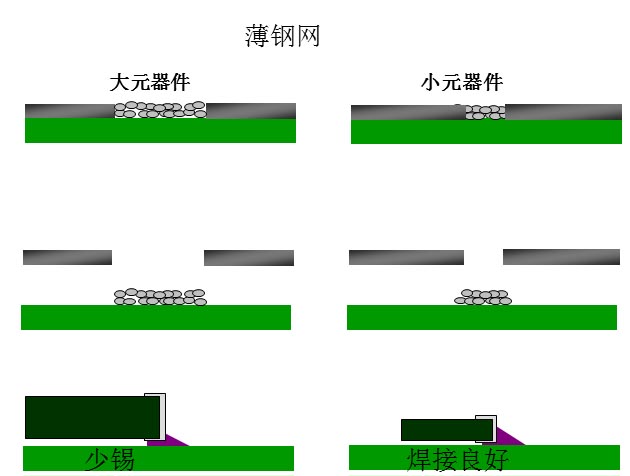
- مستقیم ترین راه حل کاهش ضخامت توری فولادی و افزایش نسبت سطح دهانه ها می باشد. همانطور که در شکل زیر نشان داده شده است، پس از استفاده از توری نازک فولادی، لحیم کاری لنت اجزای کوچک به خوبی انجام می شود.اگر بستر تولید شده دارای اجزای سایز بزرگ نباشد، این ساده ترین و موثرترین راه حل است.اما اگر اجزای بزرگی روی زیرلایه وجود داشته باشد، به دلیل مقدار کمی قلع، قطعات بزرگ به خوبی لحیم نمی شوند.بنابراین اگر این یک بستر با ترکیب بالا با اجزای بزرگ است، ما به راه حل های دیگری که در زیر ذکر شده است نیاز داریم.
- از فناوری مش فولادی جدید برای کاهش نیاز به نسبت دهانه در شابلون استفاده کنید.
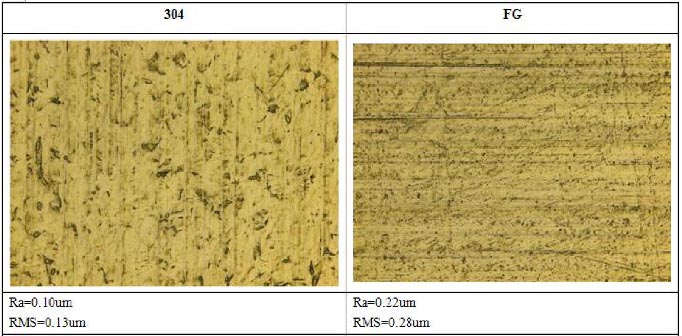
1) شابلون فولادی FG (Fine Grain).
ورق فولادی FG حاوی نوعی عنصر نیوبیم است که می تواند دانه را تصفیه کند و حساسیت به گرمای بیش از حد و شکنندگی فولاد را کاهش دهد و استحکام را بهبود بخشد.دیواره سوراخ ورق فولادی FG برش لیزری تمیزتر و صاف تر از ورق فولادی معمولی 304 است که برای قالب گیری راحت تر است.نسبت سطح باز شدن مش فولادی ساخته شده از ورق فولادی FG می تواند کمتر از 0.65 باشد.در مقایسه با توری فولادی 304 با نسبت باز شدن یکسان، مش فولادی FG را می توان کمی ضخیم تر از توری فولادی 304 ساخت و در نتیجه خطر قلع کمتر برای اجزای بزرگ را کاهش داد.
زمان ارسال: آگوست-05-2020